
 0769-8219-8759
0769-8219-8759
0769-8219-8759
0769-8219-8759

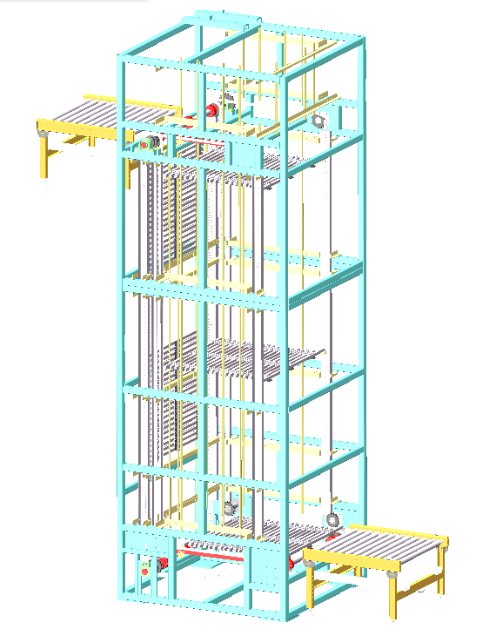
导语:往复式提升机是一种常见的物料输送设备,广泛应用于各个行业中。在东莞地区,也有众多往复式提升机厂商。本文将为您介绍一些在性价比方面较高的东莞往复式提升机厂商,帮助您选择适合自己的设备。
一、往复式提升机厂商A
1. 关键特点A
往复式提升机厂商A技术创新,采用双轴双倍滑痕新技术,大大提升了设备的使用寿命和稳定性,解决了传统提升机易堵塞、故障频繁等问题。具备高效、可靠、节能的特点。
2. 设备类型及适用范围
往复式提升机厂商A生产的设备包括大倾角提升机、中斜角提升机、普通型提升机等多种类型。适用于水泥、化工、矿山、建材等领域的物料输送。

3. 性价比优势
设备使用寿命长、维修率低,在运行成本上节约了大量费用。并且设备稳定性高,减少了故障发生的频率,提高了生产效率。巧妙的结构设计,避免了堵塞和溢料的问题。
二、往复式提升机厂商B
1. 关键特点B
往复式提升机厂商B采用自主研发的智能控制系统,能够根据物料性质和输送距离进行智能化调节,实现了更佳运行状态。同时,在节能环保方面也有独到的技术优势。
2. 设备类型及适用范围
往复式提升机厂商B提供的设备包括筒壳型提升机、瓶式提升机、螺旋输送提升机等微爵沉降内设计,适用于颗粒状、块状和粉状物料的输送。广泛应用于化工、冶金、建材等行业。
3. 性价比优势
设备可靠性高、故障率低,并且具备自动断电保护、过载保护等安全可靠的功能,减少了因设备故障而导致的生产事故。同时,节能环保的设计也使得设备的使用成本大为降低。
三、往复式提升机厂商C
1. 关键特点C
往复式提升机厂商C注重设备的易维护性和操作的便利性,通过模块化设计,使得设备的拆装更加方便,减少了维修时间。设备的控制系统也采用了先进的触摸屏控制技术,操作简单。
2. 设备类型及适用范围
往复式提升机厂商C生产的设备包括斗式提升机、链式提升机等多种型号。适用于水泥、矿石、化肥等物料的输送,广泛应用于矿山、水泥厂等领域。
3. 性价比优势
设备易于维护,避免了由于设备故障而导致的停产损失。同时,设备操作简单,操作人员培训成本低。多样化的设备型号,满足不同行业、不同物料的需求。
总结:在东莞地区,往复式提升机厂商A、B、C都是性价比较高的选择。往复式提升机厂商A注重设备稳定性和耐用性,设备的特点可靠性高;往复式提升机厂商B则对智能化和节能环保技术做了深入研究;往复式提升机厂商C则着重于设备易维护性和操作的便利性。在选择时,可根据自身需求和预算进行权衡,选择最适合的往复式提升机厂商。
地址:东莞市长安镇涌头社区德政东路27号1栋1楼


 您的位置:
您的位置:





